 English
English Español
Español Deutsch
Deutsch  Italia
Italia  日本語
日本語 



Der Präzisionsbereich von Unbemanntes Luftfahrzeuges: 0.02mm!
Dongguan PI Precision Components Co., Ltd. hat sich dem Design, der Herstellung sowie der Forschung und Entwicklung von Formen verschrieben, damit Benutzer die neu entwickelte Formtechnologie verwenden können, um die Form leichter zu machen und eine bessere Festigkeit und Steifigkeit zu erzielen. Unter der gleichen scheinbaren Qualität. Bei gleicher scheinbarer Qualität ist die Lieferzeit der Form kürzer. Entsprechend den unterschiedlichen Bedürfnissen der Anwender kann die Temperaturbeständigkeit der Verbundwerkstoffform 80 bis 180 ° C erreichen. Es ist für den Ofen- und Autoklavenprozess geeignet. Die Form kann mit Heiz- und Kühlfunktionen ausgestattet werden.
Öffne ein kleines Loch
◆ Material: PX5 (HRC30)
◆ Werkstückgröße: 30X30X50mm
◆ Werkzeug: φ0.08 HSS Micro Bohrer
◆ Verarbeitungsbedingungen: S=40,000min-1; F=50mm/min; Anzahl der Schnitte 0.005mm
◆ Verarbeitungstiefe: 0,16mm (L/D=2)
◆ Anzahl der Bearbeitung Löcher: 675 Löcher (Mitsubishi symbol)
◆ Verarbeitungszeit: 2 Stunden und 37 Minuten
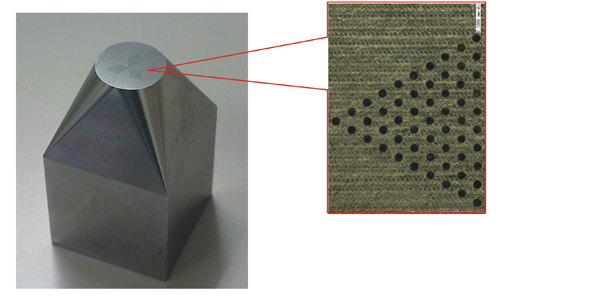
Mit einem Werkzeug kann die Bearbeitung von 675 Löchern ohne Grate und Verformung nach der Bearbeitung abgeschlossen werden.
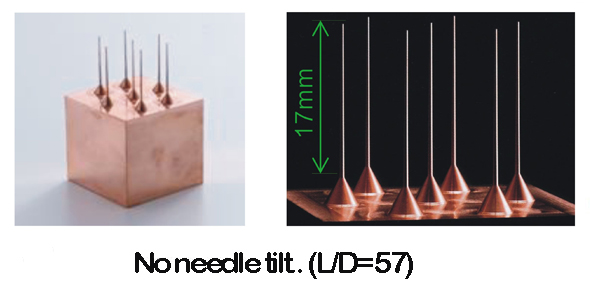
Kupferelektroden Nadel
◆ Material: Säurefreies Kupfer
◆ Werkstückgröße: 30X20X50mm
◆ Grobe Bearbeitungsbedingungen: φ6 superharter Fräser; S=8,000min-1; F=3,200mm/min; Schnittmenge 0,5mm
◆ Endbearbeitung Bedingungen: D3R0.3 superharter Kugelschneider; S=6,400min-1
F=256min/min; Anzahl der Schnitte 0,02mm
◆ Werkzeugweg: grobe Bearbeitung Konturlinie; Feinbearbeitung der Wicklungsleitung
◆ Verarbeitungszeit: 21 Minuten für grobe Bearbeitung; 5 Stunden und 22 Minuten für die Feinbearbeitung
◆ Nadelformgröße: φ.3mmX0.5°; Verjüngung X Länge17mm
Kupferelektroden Bearbeitung für schmale Steckverbinder
◆ Material: Kupferpech
◆ Werkstückgröße: 20X10X10mm
◆ Form Abstand: 0,4mm
◆ Werkzeug verwenden: superhartes Werkzeug φ0.2 R0.05 Kugelmesser
◆ Fertigstellung: S=40,000min-1; F=200mm/min; Bearbeitungszugabe: 0.006mm; Anzahl der Schnitte: 0.008mm
◆ Verarbeitungszeit: 8 Stunden und 20 Minuten
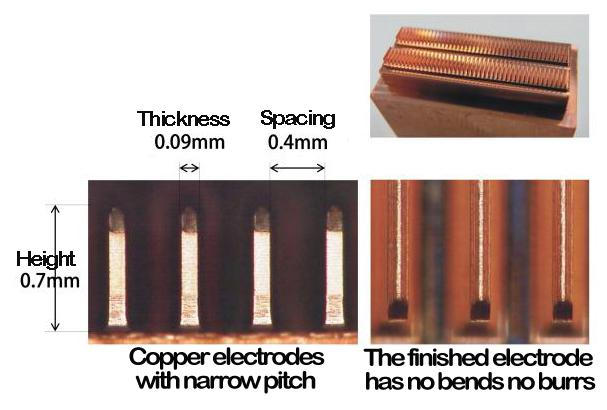
Bearbeitung von Verbinderformen
◆ Material: HAP10
◆ Werkstückgröße: 8X3X10mm
◆ Tonhöhe: 0,4mm
◆ Mit Werkzeug: superhartes Werkzeug R0.05 Kugelmesser
◆ Fertigstellung: S=40,000min-1; F=40mm/min Bearbeitungszugabe 0.002mm; Anzahl der Schnitte 0.002mm
◆ Verarbeitungszeit: 16 Stunden und 20 Minuten
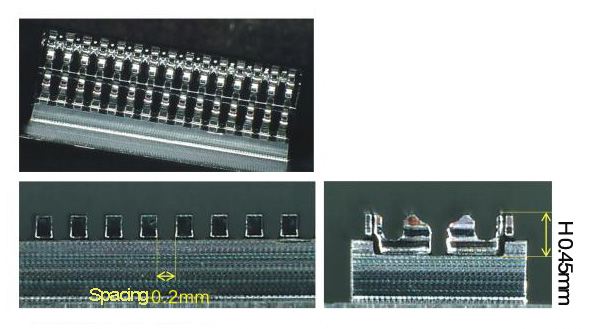
Die fortschrittliche Konnektor Für Verarbeitung verkürzt die Verarbeitungszeit im Vergleich zum Erodieren (Funkenerosionsbearbeitung) erheblich.