 English
English Español
Español Deutsch
Deutsch  Italia
Italia  日本語
日本語 

The precision range of tablet computer mould: 0.02mm!
The tablet computer mould is a plastic mould produced by Dongguan Equation Precision Mould Parts Co., Ltd. The use of high-gloss seamless injection molding technology and steam-assisted technology makes the plastic product perfect.
High-gloss seamless injection molding technology:
Steam-assisted process makes plastic products perfect from now on
For surface etched surface
The surface of the product has no welding marks, no flow marks, no flow lines, no sink marks, the surface is more perfect, the plastic composition is harder, and it is not easy to scratch, which can avoid the high-cost oil spraying process of various marks on the surface.
For high-gloss surfaces
Make the surface of the product brighter, leaving no trace on the surface, and the plastic component is harder. It is more beautiful, smooth and bright than the surface sprayed with UV oil, and the cost is lower
Steam assisted molding
Eliminate surface welding lines, no need for subsequent tin spraying processing, enhance material flow filling effect, improve production efficiency, improve surface finish, make it achieve mirror effect, and solve the phenomenon of floating fibers caused by fiber addition
Texture and etching
Use chemicals to corrode the inside of the plastic molding mold. After molding, the surface has corresponding lines. Dongguan Equation Precision Mould Parts Co., Ltd. provides customers with mold patterning and drawing lines, various types of molds and etching, which effectively solve the problem of moulds.
Open small hole
◆ Material: PX5 (HRC30)
◆ Workpiece size: 30X30X50mm
◆ Tool: φ0.08HSS micro drill
◆ Processing conditions: S=40,000min-1; F=50mm/min; cutting amount 0.005mm
◆ Processing depth: 0.16mm (L/D=2)
◆ Number of processing holes: 675 holes (Mitsubishi symbol)
◆ Processing time: 2 hours and 37 minutes
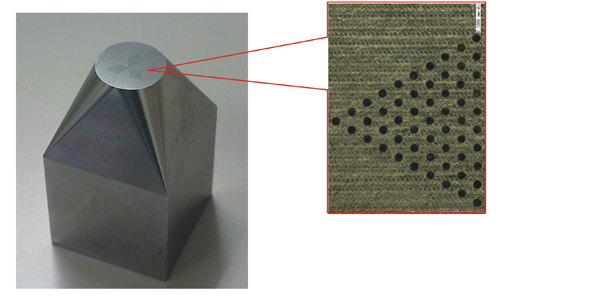
With one tool can complete the processing of 675 holes without burrs and deformation after processing.
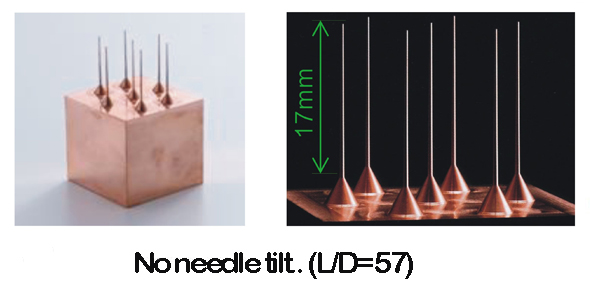
Copper Electrode Needle
◆ Material: Acid-free copper
◆ Workpiece size: 30X20X50MM
◆ Rough machining conditions: φ6 super hard milling cutter; S=8,000min-1; F=3,200mm/min; cutting amount 0.5mm
◆ Finishing conditions: D3R0.3 super hard ball cutter; S=6,400min-1
F=256min/min; cutting amount 0.02mm
◆ Toolpath: rough machining contour line; fine processing winding line
◆ Processing time: 21 minutes for rough machining; 5 hours and 22 minutes for fine machining
◆ Needle shape size: φ.3mmX0.5°; taper X length 17mm
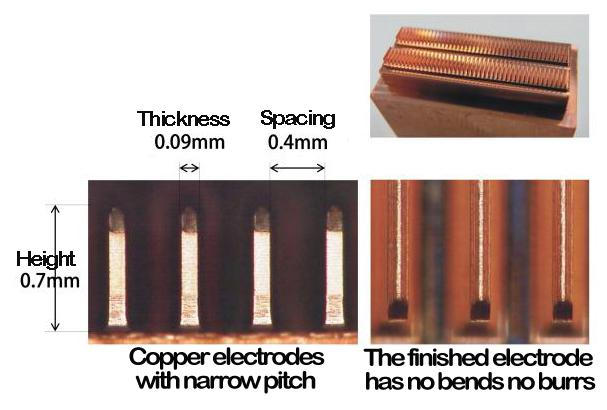
Copper electrode processing for narrow connectors
◆ Material: Copper pitch
◆ Workpiece size: 20X10X10mm
◆ Shape spacing: 0.4mm
◆ Using tool: super hard tool φ0.2 R0.05 ball knife
◆ Finishing conditions: S=40,000min-1; F=200mm/min; Allowance: 0.006mm; Cutting amount: 0.008mm
◆ Processing time: 8 hours and 20 minutes
Processing of connector model
◆ Material: HAP10
◆ Workpiece size: 8X3X10 mm
◆ Pitch: 0.4mm
◆ Using tool: super hard tool R0.05 ball knife
◆ Finishing conditions: S=40,000min-1; F=40mm/min Machining allowance 0.002mm; Cutting amount 0.002mm
◆ Processing time: 16 hours and 20 minutes
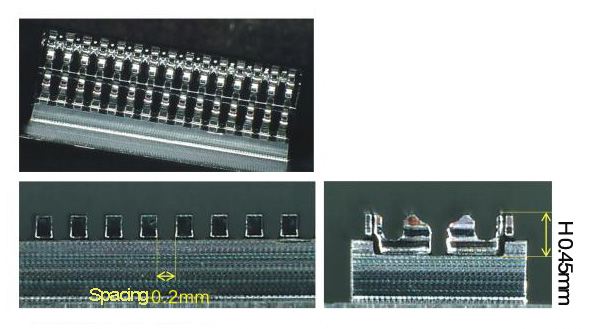
The advanced connector mold processing greatly shortens the processing time compared with EDM (electrical discharge machining).
LED Mold
◆ Material: ELMAX (HRC60)
◆ Workpiece size: 30X20X15MM Number: 14X14=196
◆ Machining tool: R0.2CBN ball cutter D0.4 R0.05CBN milling cutter
◆ Processing conditions: S=40,000min-1, F=660mm/min; Cutting amount: 0.005mm; cutting spacing: 0.003mm
◆ Processing time: 7 hours and 9 minutes
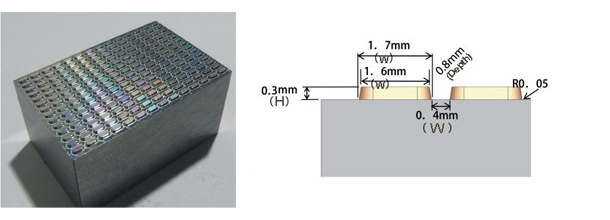
Machining with super-hard tools effectively controls the wear of the tool, and even the multiple processing of small shapes can be processed with stable accuracy, shape and roughness.
Precision of the machined surface
◆ Spindle: Effectively avoid thermal deformation, high rigidity, low vibration
◆ Frame: High rigidity structure, low vibration of moving surface, damping capacity
◆ Feed shaft: High rigidity, low vibration
