 English
English Español
Español Deutsch
Deutsch  Italia
Italia  日本語
日本語 

A good mold structure design is the prerequisite for a qualified mold manufacturing. Our company’s technical department has professional mold structure designers and product stylists, all of whom have more than 10 years of work experience, and can work on mold structures and products. The structure is analyzed in all aspects (including: mold demolding angle, product surface microcosm, gating system design, exhaust system design, cooling system design, etc.) The most important and most likely problem of these molds will be the mold structure trial and trial is carried out during design.
Commonly used mold steel are: 45#, 40Cr, P20, 2738, 2316, 718, 718H, NAK80, S136, etc. Generally, P20 material is used, and 718 can be used for inserts, which can make the surface of the product reach a certain degree of smoothness, and the mold life is relatively long. If you want more guarantee of mold quality, you can choose NAK80.
We have a complete set of processing equipment, including CNC milling (one of which is high-speed milling, the accuracy can reach 0.1mm), EDM can reach 0.1mm, fine carving (one of which is inclined carving), large drilling machine, wire cutting, surface grinder Can reach 0.02mm, and milling machine.
The design of the cooling system is a relatively complicated task, that is, the cooling effect and uniformity of cooling must be considered, and the influence of the cooling system on the overall structure of the mold must be considered. The specific location and size of the cooling system are determined; Key parts such as moving molds Or cooling of inserts; Cooling of side sliders and side cores; Design of cooling elements and selection of cooling standard elements.
We began to analyze these series of problems during mold design. The mold uses circulating water to flow in every part of the mold to reduce the cooling time during injection molding, improve product production efficiency, and greatly reduce production costs.
Mould maintenance is more important than mould repair. The more the mold is repaired, the shorter its lifespan. The better the mold is maintained, the longer its lifespan will be.
Mould maintenance is mainly divided into four points:
1.Daily maintenance of the mould: various moving parts such as ejector pins, rows, guide posts, guide sleeves, refueling, mold surface cleaning, and water drainage, which are maintained every day during production.
2.Regular maintenance: In addition to daily maintenance, regular maintenance refers to cleaning the exhaust slot, adding exhaust to the trapped air burning black level, and correcting damaged and worn parts.
3.Appearance maintenance: Paint the outside of the mould to avoid rust. When lowering the mould, the fixed mould and the movable mould should be coated with anti-rust oil. The mould should be closed tightly to prevent dust from entering the cavity.
4.When the mould is not used for a long time:
1). Use an air gun to dry and clean the surface of the mould (to ensure that there is no oil and water).
2). Spray a special long-period waxy rust inhibitor.
3). A layer of film is wrapped around the mould.
4). Store in a ventilated and dry place, away from the ground, and store on a special mould shelf.
Product name: Turbine Engine Parts Turbine Blade 5 Axis Machining Service Provider
Max Machining Caoability: 46000 X 8000 X 7000 mm
Multi Hole Drilling Capability: 13000 X 6000 mm
Deeo Hole Drilling Capability: Diameter 50.8 mm, Depth 1100mm
Bending: 15m Length, 100mm Depth
Plate Rolling: 4.1mm Width. 300mm Depth
Laser Cutting: 2700mmX3500mm, 70mm Depth
Plasma Cutting: 25000X 32000, 25 mm Depth
Water-jet Cutting: 8500mmX4010mm, 200 mm Depth
Torch Cutting: 18000mm X5000mm, 300mm Depth
We are one of very few companies in the world to provide machining service on all sizes, especially on large and extraordinarily large, or heavy components requiring high precision. Advanced machine tools and measuring machines, well educated and experienced working team, coupling with our inherent enthusiasm to respect and satisfy our customers distinguish us from other machining service provider.
Open small hole
◆ Material: PX5 (HRC30)
◆ Workpiece size: 30X30X50mm
◆ Tool: φ0.08HSS micro drill
◆ Processing conditions: S=40,000min-1; F=50mm/min; cutting amount 0.005mm
◆ Processing depth: 0.16mm (L/D=2)
◆ Number of processing holes: 675 holes (Mitsubishi symbol)
◆ Processing time: 2 hours and 37 minutes
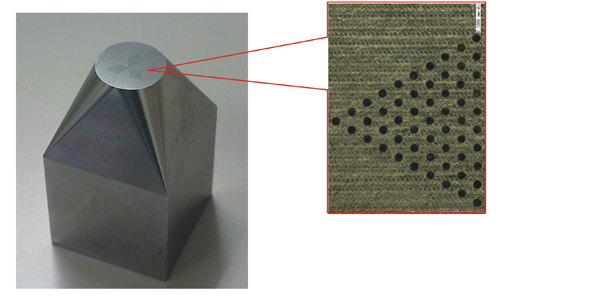
With one tool can complete the processing of 675 holes without burrs and deformation after processing.
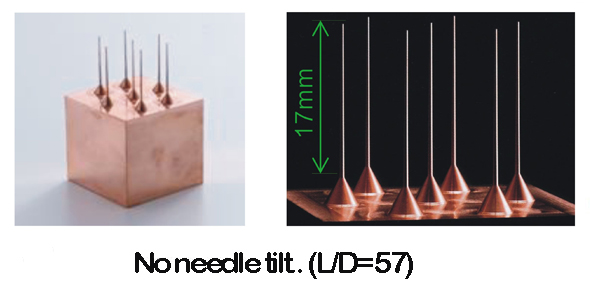
Copper Electrode Needle
◆ Material: Acid-free copper
◆ Workpiece size: 30X20X50MM
◆ Rough machining conditions: φ6 super hard milling cutter; S=8,000min-1; F=3,200mm/min; cutting amount 0.5mm
◆ Finishing conditions: D3R0.3 super hard ball cutter; S=6,400min-1
F=256min/min; cutting amount 0.02mm
◆ Toolpath: rough machining contour line; fine processing winding line
◆ Processing time: 21 minutes for rough machining; 5 hours and 22 minutes for fine machining
◆ Needle shape size: φ.3mmX0.5°; taper X length 17mm
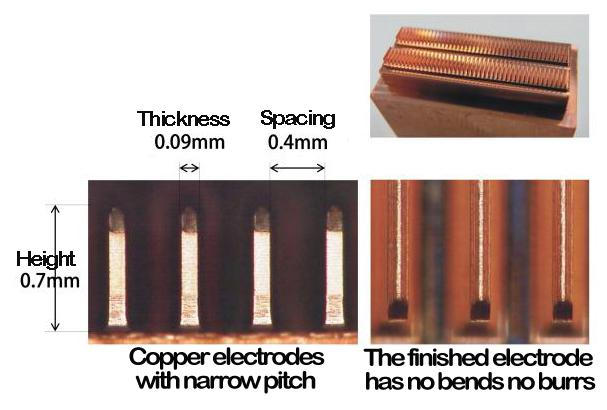
Copper electrode processing for narrow connectors
◆ Material: Copper pitch
◆ Workpiece size: 20X10X10mm
◆ Shape spacing: 0.4mm
◆ Using tool: super hard tool φ0.2 R0.05 ball knife
◆ Finishing conditions: S=40,000min-1; F=200mm/min; Allowance: 0.006mm; Cutting amount: 0.008mm
◆ Processing time: 8 hours and 20 minutes
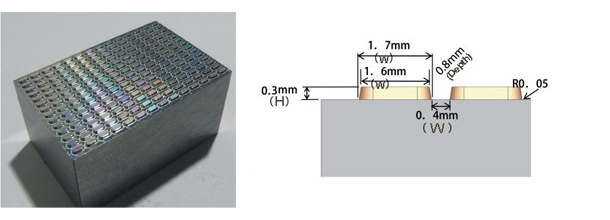
Processing of connector model
◆ Material: HAP10
◆ Workpiece size: 8X3X10 mm
◆ Pitch: 0.4mm
◆ Using tool: super hard tool R0.05 ball knife
◆ Finishing conditions: S=40,000min-1; F=40mm/min Machining allowance 0.002mm; Cutting amount 0.002mm
◆ Processing time: 16 hours and 20 minutes
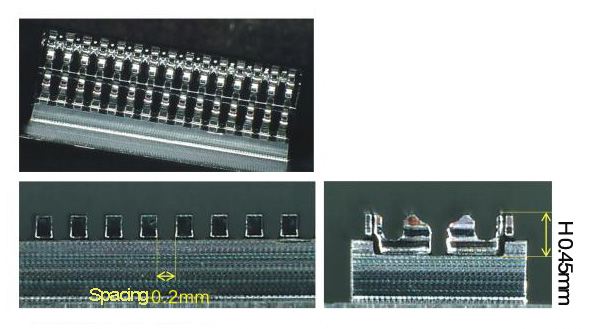
The advanced connector mold processing greatly shortens the processing time compared with EDM (electrical discharge machining).
LED Mold
◆ Material: ELMAX (HRC60)
◆ Workpiece size: 30X20X15MM Number: 14X14=196
◆ Machining tool: R0.2CBN ball cutter D0.4 R0.05CBN milling cutter
◆ Processing conditions: S=40,000min-1, F=660mm/min; Cutting amount: 0.005mm; cutting spacing: 0.003mm
◆ Processing time: 7 hours and 9 minutes
Machining with super-hard tools effectively controls the wear of the tool, and even the multiple processing of small shapes can be processed with stable accuracy, shape and roughness.
Precision of the machined surface
◆ Spindle: Effectively avoid thermal deformation, high rigidity, low vibration
◆ Frame: High rigidity structure, low vibration of moving surface, damping capacity
◆ Feed shaft: High rigidity, low vibration
