 English
English Español
Español Deutsch
Deutsch  Italia
Italia  日本語
日本語 
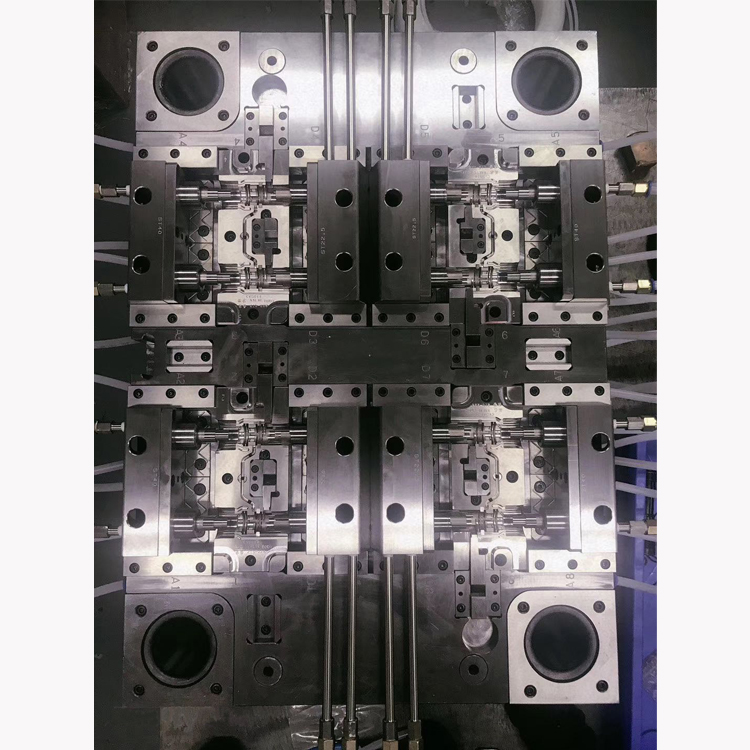

The products involve daily cosmetics packaging, medical equipment, food packaging, and auto parts. With many years of experience in the industry, we have the courage to innovate and have produced batches of high-quality, high-difficulty, high-efficiency, multi-cavity, and long-life injection molds for domestic and foreign customers. Our products have been exported to Europe, America and Asian countries.
Parameter requirements of Precision injection molding process:
Injection pressure: ≥250 MPa (Precision injection requires a larger injection pressure to improve the compactness of the plastic part, reduce shrinkage and deformation, and ensure the accuracy of the finished product.)
Injection speed: 300~800mm/s (the injection speed can be guaranteed, which is very good for precision injection molding.)
Mold temperature: The temperature change of the cavity of the mould should be controlled within ±1 ℃.
Dimension accuracy of precision injection molded products is 0.001mm.
Technical requirements for Precision injection molding:
1. The development history of Precision injection molding technology
Precision injection molding mainly refers to an injection process that requires high dimensional tolerances and shape accuracy of molded plastic parts, and low surface roughness values. With the rapid development of the plastics industry in the 20th century, plastic parts have been used more and more in more industrial fields, and there is a tendency to continuously replace traditional metal parts. Therefore, the precision requirements for plastic parts are getting higher and higher. To achieve such precision requirements, it is difficult to achieve this if ordinary injection molding methods are used. Therefore, precision injection molding technology began to sprout from the 1960s, and from the 1970s to the 1980s. An injection molding technology that has been vigorously developed in the 1980s.
2. Dimensional accuracy requirements of precision plastic parts
Due to the obvious difference between the molding methods of plastic products and the manufacture of metal products, the accuracy of plastic products can’t simply be equal to the accuracy of the metal parts it replaces. The tolerance range of the dimensional accuracy of precision injection products must be reasonable. Too narrow the precision range of plastic parts will lead to difficulties in the manufacture and processing of molds and molding equipment, and increase manufacturing and maintenance costs; But if the precision range is too wide, it will not meet the requirements of the use of plastic parts. Regarding the dimensional accuracy range of precision plastic parts, the regulations of various countries are inconsistent. Generally speaking, the German DIN16901 standard and the Japanese Plastics Industry Research Association standard CESM7002 are highly recognized in actual engineering practice.
3. Factors affecting the forming accuracy of precision plastic parts
The injection molding of precision plastic parts involves many aspects. There are many factors that affect the quality and size of precision injection molded parts. The main influencing factors are materials, process parameters, and mold design and processing. To form precision plastic parts, these aspects must be considered at the same time.
4. The requirements of precision injection molding for injection molds
Precision injection molding has the following requirements for injection molds:
A. The mold should have high design accuracy
In order to ensure that precision injection molding does not affect accuracy due to mold design issues, the following requirements need to be paid attention to when designing: First, the design accuracy and technical requirements of plastic molding mold parts are compatible with the accuracy requirements of plastic parts during precision injection molding; Second, ensure the alignment accuracy of the moving and fixed molds; Third, the mold structure has sufficient rigidity; Fourth, the movable parts in the mold can move accurately.
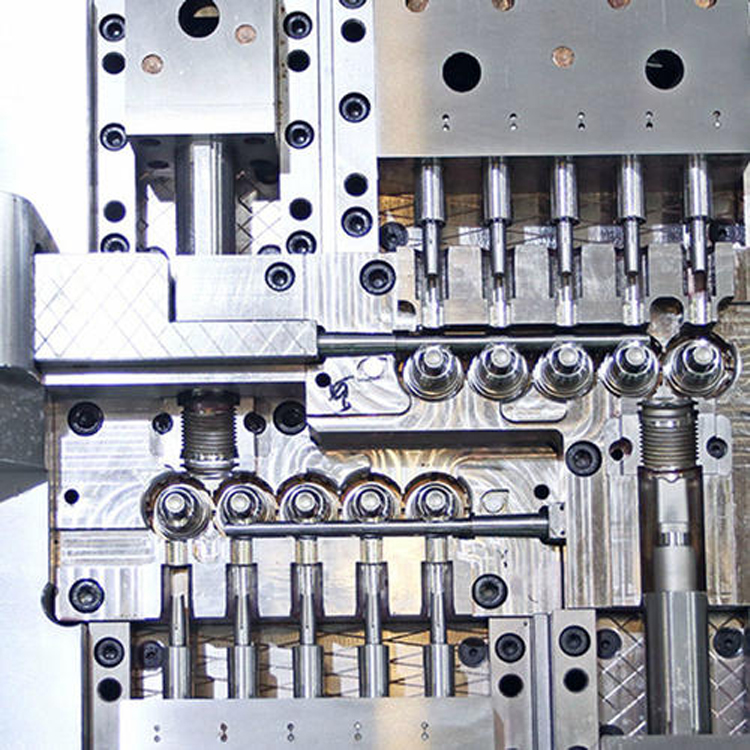
B. Gating system and temperature control system
When designing precision injection molds, if the mold structure or temperature control system is not properly designed, it is easy to cause uneven shrinkage or surface defects in the plastic parts. In order to avoid these undesirable phenomena, you need to pay attention: First, the casting system should try to make the material flow to be balanced; Second, if the temperature control system can to be able to independently adjust the temperature of each cavity, that would be the best.
C. Design of demoulding and launching mechanism
Precision injection molded parts are prone to deformation during demolding. Therefore, when designing the ejection mechanism, you should pay attention to: First, the precision injection molded parts must be pushed out of the plastic parts by the pusher plate; Second, the molded parts (such as the inner surface of the cavity, the outer surface of the core, etc.) must be given Mirror finish polishing treatment, and requires the polishing direction to be consistent with the demolding direction.
Open small hole
◆ Material: PX5 (HRC30)
◆ Workpiece size: 30X30X50mm
◆ Tool: φ0.08HSS micro drill
◆ Processing conditions: S=40,000min-1; F=50mm/min; cutting amount 0.005mm
◆ Processing depth: 0.16mm (L/D=2)
◆ Number of processing holes: 675 holes (Mitsubishi symbol)
◆ Processing time: 2 hours and 37 minutes
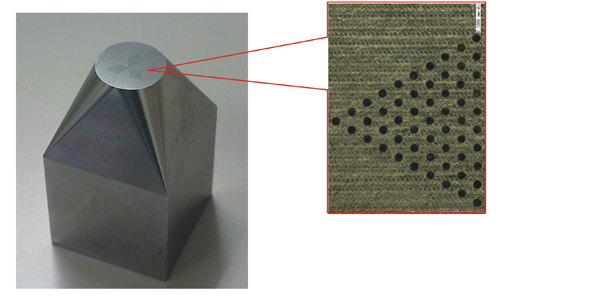
With one tool can complete the processing of 675 holes without burrs and deformation after processing.
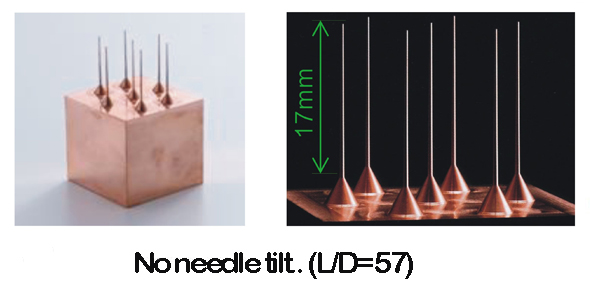
Copper Electrode Needle
◆ Material: Acid-free copper
◆ Workpiece size: 30X20X50MM
◆ Rough machining conditions: φ6 super hard milling cutter; S=8,000min-1; F=3,200mm/min; cutting amount 0.5mm
◆ Finishing conditions: D3R0.3 super hard ball cutter; S=6,400min-1
F=256min/min; cutting amount 0.02mm
◆ Toolpath: rough machining contour line; fine processing winding line
◆ Processing time: 21 minutes for rough machining; 5 hours and 22 minutes for fine machining
◆ Needle shape size: φ.3mmX0.5°; taper X length 17mm
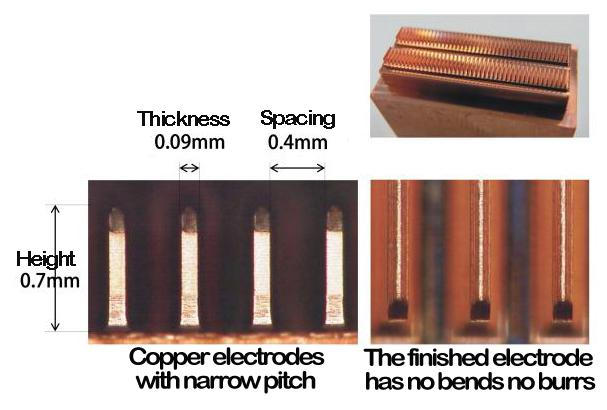
Copper electrode processing for narrow connectors
◆ Material: Copper pitch
◆ Workpiece size: 20X10X10mm
◆ Shape spacing: 0.4mm
◆ Using tool: super hard tool φ0.2 R0.05 ball knife
◆ Finishing conditions: S=40,000min-1; F=200mm/min; Allowance: 0.006mm; Cutting amount: 0.008mm
◆ Processing time: 8 hours and 20 minutes
Processing of connector model
◆ Material: HAP10
◆ Workpiece size: 8X3X10 mm
◆ Pitch: 0.4mm
◆ Using tool: super hard tool R0.05 ball knife
◆ Finishing conditions: S=40,000min-1; F=40mm/min Machining allowance 0.002mm; Cutting amount 0.002mm
◆ Processing time: 16 hours and 20 minutes
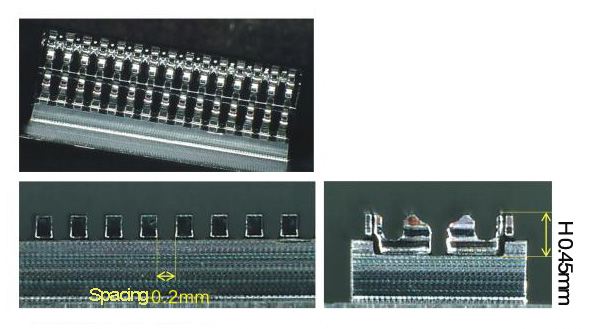
The advanced connector mold processing greatly shortens the processing time compared with EDM (electrical discharge machining).
LED Mold
◆ Material: ELMAX (HRC60)
◆ Workpiece size: 30X20X15MM Number: 14X14=196
◆ Machining tool: R0.2CBN ball cutter D0.4 R0.05CBN milling cutter
◆ Processing conditions: S=40,000min-1, F=660mm/min; Cutting amount: 0.005mm; cutting spacing: 0.003mm
◆ Processing time: 7 hours and 9 minutes
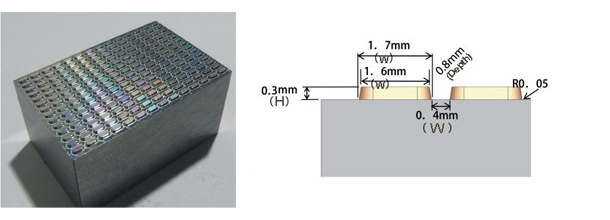
Machining with super-hard tools effectively controls the wear of the tool, and even the multiple processing of small shapes can be processed with stable accuracy, shape and roughness.
Precision of the machined surface
◆ Spindle: Effectively avoid thermal deformation, high rigidity, low vibration
◆ Frame: High rigidity structure, low vibration of moving surface, damping capacity
◆ Feed shaft: High rigidity, low vibration
