 English
English Español
Español Deutsch
Deutsch  Italia
Italia  日本語
日本語 

Dongguan PI Precision Components Co., Ltd. se centra en la I + D y la producción de moldes para electrodomésticos, moldes para automóviles, moldes para productos digitales y moldes para plástico, realiza la personalización de moldes y proporciona servicios personalizados de OEM y ODM. Siéntete libre de contactarnos.
Requisitos de parámetros del proceso de moldeo por inyección de precisión:
Presión de inyección: ≥250 MPa (la inyección de precisión requiere una presión de inyección mayor para mejorar la compacidad de la pieza de plástico, reducir la contracción y la deformación y garantizar la precisión del producto terminado).
Velocidad de inyección: 300 ~ 800mm/s (se puede garantizar la velocidad de inyección, lo cual es muy bueno para el moldeo por inyección de precisión).
Temperatura del molde: El cambio de temperatura de la cavidad del molde debe controlarse dentro de ± 1℃.
La precisión de las dimensiones de los productos moldeados por inyección de precisión es de 0,001mm.
Requisitos técnicos para el moldeo por inyección de precisión:
1. La historia del desarrollo de la tecnología de moldeo por inyección de precisión
El moldeo por inyección de precisión se refiere principalmente a un proceso de inyección que requiere altas tolerancias dimensionales y precisión de forma de las piezas de plástico moldeadas, y valores bajos de rugosidad superficial. Con el rápido desarrollo de la industria del plástico en el siglo XX, las piezas de plástico se han utilizado cada vez más en campos más industriales, y existe una tendencia a reemplazar continuamente las piezas metálicas tradicionales. Por lo tanto, los requisitos de precisión para las piezas de plástico son cada vez más altos. Para lograr tales requisitos de precisión, es difícil lograr esto si se utilizan métodos de moldeo por inyección ordinarios. Por tanto, la Tecnología de moldeo por inyección de precisión empezó a brotar a partir de los años sesenta y desde los setenta hasta los ochenta. Una tecnología de moldeo por inyección que se ha desarrollado vigorosamente en la década de 1980.
2. Requisitos de precisión dimensional de piezas de plástico de precisión
Debido a la diferencia obvia entre los métodos de moldeo de productos plásticos y la fabricación de productos metálicos, la precisión de los productos plásticos no puede ser simplemente igual a la precisión de las piezas metálicas a las que reemplaza. El rango de tolerancia de la precisión dimensional de los productos de inyección de precisión debe ser razonable. Demasiado estrecho el rango de precisión de las piezas de plástico dará lugar a dificultades en la fabricación y procesamiento de moldes y equipos de moldeo, y aumentará los costos de fabricación y mantenimiento; Pero si el rango de precisión es demasiado amplio, no cumplirá con los requisitos del uso de piezas de plástico. Con respecto al rango de precisión dimensional de las piezas de plástico de precisión, las regulaciones de varios países son inconsistentes. En términos generales, el estándar alemán DIN16901 y el estándar CESM7002 de la Asociación de Investigación de la Industria del Plástico de Japón son altamente reconocidos en la práctica de la ingeniería real.
3. Factores que afectan la precisión de la formación de piezas de plástico de precisión
El moldeo por inyección de piezas de plástico de precisión implica muchos aspectos. Hay muchos factores que afectan la calidad y el tamaño de las piezas moldeadas por inyección de precisión. Los principales factores que influyen son los materiales, los parámetros del proceso y el diseño y procesamiento del molde. Para formar piezas de plástico de precisión, estos aspectos deben considerarse al mismo tiempo.
4. Los requisitos del moldeo por inyección de precisión para moldes de inyección.
El moldeo por inyección de precisión tiene los siguientes requisitos para moldes de inyección:
A. El molde debe tener una alta precisión de diseño.
Para garantizar que el moldeo por inyección de precisión no afecte la precisión debido a problemas de diseño del molde, se debe prestar atención a los siguientes requisitos al diseñar: Primero, la precisión del diseño y los requisitos técnicos de las piezas de moldeo de plástico son compatibles con los requisitos de precisión de piezas de plástico durante el moldeo por inyección de precisión; En segundo lugar, asegure la precisión de alineación de los moldes móviles y fijos; En tercer lugar, la estructura del molde tiene suficiente rigidez; Cuarto, las partes móviles del molde pueden moverse con precisión.
B. Sistema de puerta y sistema de control de temperatura
Al diseñar moldes de inyección de precisión, si la estructura del molde o el sistema de control de temperatura no están diseñados correctamente, es fácil provocar una contracción desigual o defectos superficiales en las piezas de plástico. Para evitar estos fenómenos indeseables, debe prestar atención: Primero, el sistema de fundición debe intentar equilibrar el flujo de material; En segundo lugar, si el sistema de control de temperatura puede ajustar de forma independiente la temperatura de cada cavidad, eso sería lo mejor.
C. Diseño de mecanismo de desmoldeo y lanzamiento
Las piezas moldeadas por inyección de precisión son propensas a deformarse durante el desmoldeo. Por lo tanto, al diseñar el mecanismo de expulsión, debe prestar atención a: Primero, las piezas moldeadas por inyección de precisión deben ser expulsadas de las piezas de plástico mediante la placa de empuje; En segundo lugar, las piezas moldeadas (como la superficie interior de la cavidad, la superficie exterior del núcleo, etc.) deben recibir un tratamiento de pulido con acabado de espejo y requiere que la dirección de pulido sea coherente con la dirección de desmoldeo.
Apertura de un pequeño agujero
◆ Material: PX5 (HRC30)
◆ Tamaño de la pieza de trabajo: 30X30X50mm
◆ Herramienta: micro taladro φ0.08 HSS
◆ Condiciones de procesamiento: S=40,000min-1; F=50mm/min; cantidad de corte: 0.005mm
◆ Profundidad de procesamiento: 0.16mm (L/D=2)
◆ Número de orificios de procesamiento: 675 orificios (Mitsubishi symbol)
◆ Tiempo de procesamiento: 2 horas y 37 minutos
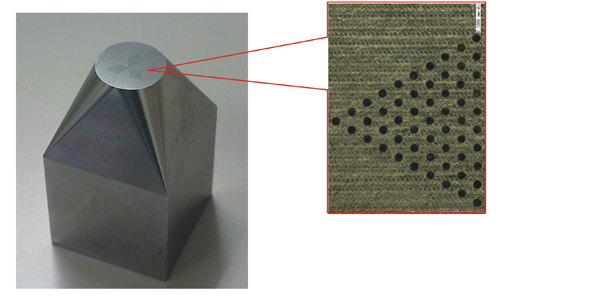
Con una sola herramienta se puede completar el procesamiento de 675 orificios sin rebabas y deformaciones después del procesamiento.
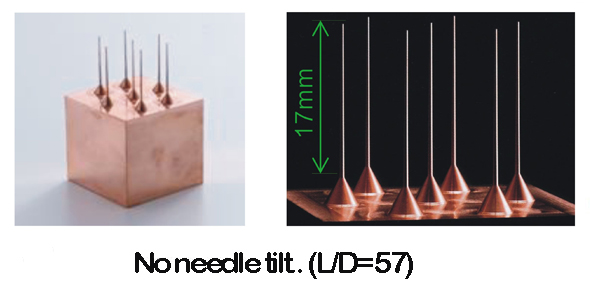
Aguja de electrodo de cobre
◆ Material: Cobre sin ácido
◆ Tamaño de la pieza de trabajo: 30X20X50MM
◆ Condiciones de mecanizado difíciles: fresa súper dura φ6; S=8,000min-1; F=3,200mm/min; cantidad de corte: 0.5mm
◆ Condiciones de acabado: Cortador de bolas superduro D3R0.3; S=6,400min-1
F=256min/min; cantidad de corte: 0.02mm
◆ Trayectoria: línea de contorno de mecanizado en bruto; línea de bobinado de procesamiento fino
◆ Tiempo de procesamiento: 21 minutos para mecanizado en bruto; 5 horas y 22 minutos para mecanizado fino
◆ Tamaño de la forma de la aguja: φ.3mmX0.5°; cónico X longitud 17mm
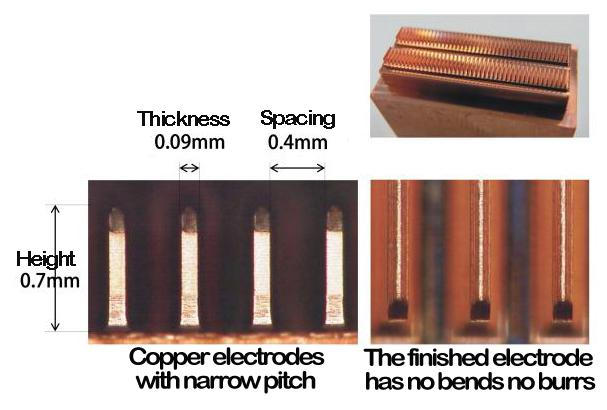
Procesamiento de electrodos de cobre para conectores estrechos
◆ Material: Aguja de cobre
◆ Tamaño de la pieza de trabajo: 20X10X10mm
◆ Espaciado de forma: 0.4mm
◆ Usando la herramienta: herramienta súper dura φ0.2 R0.05 cuchillo de bola
◆ Condiciones de acabado: S=40,000min-1; F=200mm/min; Margen de mecanizado: 0.006mm; cantidad de corte: 0.008mm
◆ Tiempo de procesamiento: 8 horas y 20 minutos.
Procesamiento del modelo de conector
◆ Material: HAP10
◆ Tamaño de la pieza de trabajo: 8X3X10 mm
◆ Espaciado: 0.4mm
◆ Herramienta de uso: herramienta superdur, cuchillo de bola R0.05
◆ Condiciones de acabado: S=40,000min-1; F=40mm/min Margen de mecanizado: 0.002mm; cantidad de corte: 0.002mm
◆ Tiempo de procesamiento: 16 horas y 20 minutos.
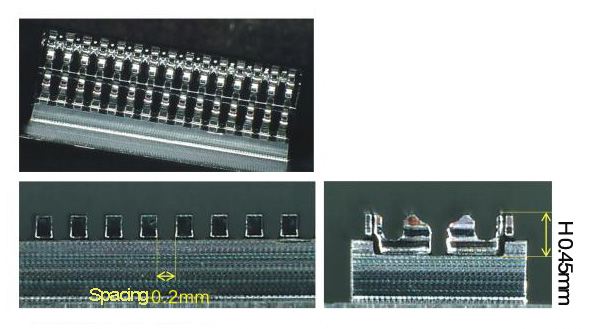
El procesamiento avanzado del molde del conector acorta en gran medida el tiempo de procesamiento en comparación con el mecanizado por descarga eléctrica (EDM).