 English
English Español
Español Deutsch
Deutsch  Italia
Italia  日本語
日本語 
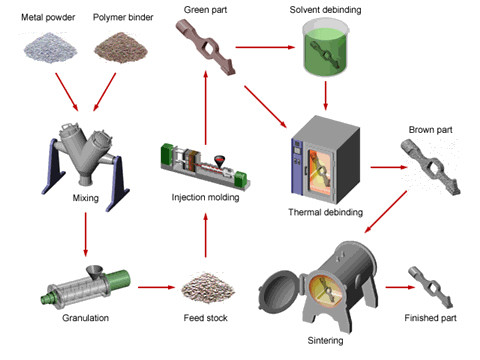
金属粉末射出成形 (MIM) は、従来のプラスチック射出成形のバリエーションであり、射出成形技術を利用して固体金属部品の製造を可能にします。 このプロセスでは、原料と呼ばれる原料は、金属とポリマーの粉末混合物です。 このため、MIM は粉末射出成形 (PIM) と呼ばれることもあります。 標準的な射出成形機を使用して、粉末を溶かして金型に注入し、そこで冷却して固化させて目的の部品の形状にします。 その後の加熱プロセスにより、不要なポリマーが除去され、高密度の金属部品が製造されます。
金属粉末射出成形は、小さな金属部品の大量生産に最適です。 射出成形の場合と同様、これらの部品は幾何学的に複雑で、壁が薄く、細部が細かい場合があります。 金属粉末を使用することで、多種多様な鉄および非鉄合金が使用でき、材料特性 (強度、硬度、耐摩耗性、耐食性など) は錬鉄に近いものになります。 また、MIM プロセスでは (金属鋳造プロセスとは異なり) 金属が溶融しないため、工具寿命に悪影響を与えることなく高温合金を使用できます。
◆ 原料の準備 - 最初のステップは、金属とポリマーの粉末混合物を作成することです。 ここで使用される粉末金属は、従来の粉末冶金プロセスで使用されるものよりもはるかに微細です (通常は 20 ミクロン未満)。 粉末金属は、熱可塑性バインダーと混合され、冷却され、ペレットの形で均質な原料に造粒されます。 結果として得られる原料は、通常、体積で 60% の金属と 40% のポリマーです。
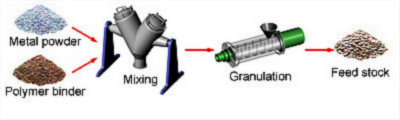
◆ 射出成形 - 粉末原料は、プラスチック射出成形で使用されるのと同じ装置と工具を使用して成形されます。 ただし、金型キャビティは、焼結中の成形品の収縮を考慮して、約 20% 大きく設計されています。 射出成形サイクルでは、原料が溶融して金型キャビティに射出され、そこで冷却されて部品の形状に固化します。 成形された「グリーン」パーツが取り出され、クリーニングされてすべてのバリが除去されます。

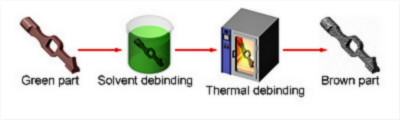
◆ 脱バインダー - このステップでは、金属からポリマーバインダーを除去します。 場合によっては、最初に溶剤による脱バインダーが行われ、「緑色」の部分が水または化学薬品浴に置かれ、バインダーの大部分が溶解されます。 この工程の後(に代えて)、熱脱脂または仮焼成を行う。 「グリーン」部分は低温オーブンで加熱され、ポリマーバインダーが蒸発によって除去されます。 その結果、残りの「茶色」の金属部分には、体積で約 40% の空きスペースが含まれます。
◆ 焼結 - 最後のステップは、高温の炉 (2500°F まで) で「茶色」の部分を焼結して、空きスペースを約 1 ~ 5% にし、高密度 (95 ~ 99%) にすることです。 ) 金属部分。 炉は不活性ガスの雰囲気を使用し、金属の融点の 85% 近くの温度に達します。 このプロセスにより、材料から気孔が取り除かれ、パーツが成形サイズの 75 ~ 85% に収縮します。 ただし、この収縮は均一に発生し、正確に予測できます。 結果として得られる部品は、高い許容誤差で元の成形形状を保持しますが、密度がはるかに高くなります。

◆ 焼結プロセスの後、公差や表面仕上げを改善するための二次操作は必要ありません。 ただし、鋳造金属部品と同様に、機能の追加、材料特性の改善、または他のコンポーネントの組み立てのために、多くの二次プロセスを実行できます。 たとえば、MIM パーツは、機械加工、熱処理、または溶接できます。
小さな穴を開ける
◆ 材質:PX5(HRC30)
◆ ワークサイズ:30X30X50mm
◆ 工
具:φ0.08HSSマイクロドリル
◆ 処理条件: S=40,000min-1; F=50mm/分; 切削量 0.005mm
◆ 加工深さ:0.16mm(L/D=2)
◆ 加工穴数:675穴(三菱シンボル)
◆ 処理時間:2時間37分
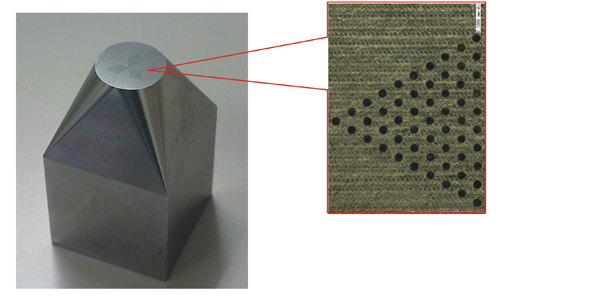
1本の工具で675個の穴加工を加工後のバリや変形なく仕上げることができます。
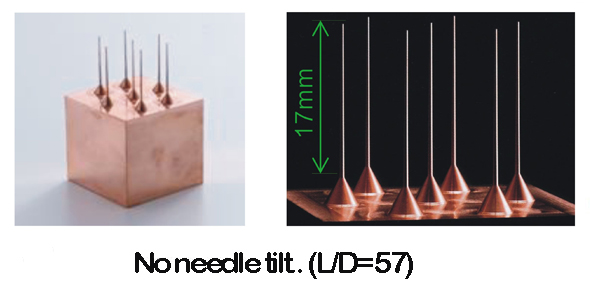
銅電極針
◆ 材質:無酸銅
◆ ワークサイズ:30X20X50MM
◆ 荒加工条件:φ6超硬フライスカッタ。 S=8,000min-1; F=3,200mm/min; 切削量 0.5mm
◆ 仕上げ条件: D3R0.3 超硬ボールカッター; S=6,400min-1
F=256min/min; 切削量 0.02mm
◆ツールパス:大まかな加工輪郭線。 微細加工巻線ライン
◆ 加工時間:荒加工21分。 微細加工5時間22分
◆ 針の形状サイズ: φ.3mmX0.5°; テーパー×長さ17mm
銅電極針
◆ 材質:無酸銅
◆ ワークサイズ:30X20X50MM
◆ 荒加工条件:φ6超硬フライスカッタ。 S=8,000min-1; F=3,200mm/min; 切削量 0.5mm
◆ 仕上げ条件: D3R0.3 超硬ボールカッター; S=6,400min-1
F=256min/min; 切削量 0.02mm
◆ツールパス:大まかな加工輪郭線。 微細加工巻線ライン
◆ 加工時間:荒加工21分。 微細加工5時間22分
◆ 針の形状サイズ: φ.3mmX0.5°; テーパー×長さ17mm
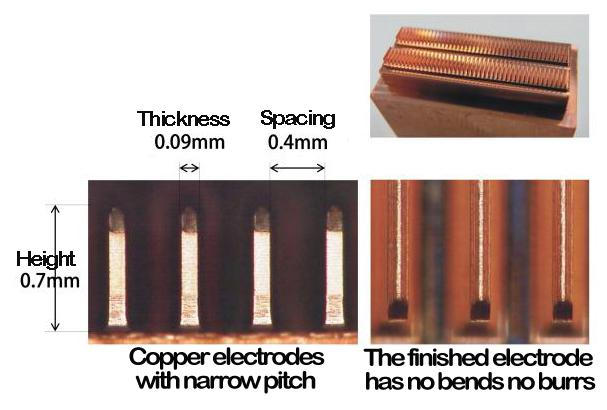
コネクタモデルの処理
◆ 材質:HAP10
◆ ワークサイズ:8X3X10mm
◆ ピッチ:0.4mm
◆ 使用工具:超硬工具 R0.05 ボールナイフ
◆ 終了条件: S=40,000min-1; F=40mm/min 加工代 0.002mm; 切削量 0.002mm
◆ 処理時間: 16 時間 20 分
高度なコネクタ金型加工により、EDM(放電加工)に比べ加工時間を大幅に短縮。

