English
English Español
Español Deutsch
Deutsch  Italia
Italia  日本語
日本語 
優れた金型構造設計は、適格な金型製造の前提条件です。 当社の技術部門には、10年以上の実務経験を持つプロの金型構造設計者と製品スタイリストがおり、金型構造と製品に取り組むことができます。 構造はすべての面で分析されます (金型の離型角度、製品表面のミクロコスム、ゲーティング システムの設計、排気システムの設計、冷却システムの設計など)。これらの金型の最も重要で最も可能性の高い問題は、金型構造の試行と 試作は設計時に行います。
一般的に使用される金型鋼は、45#、40Cr、P20、2738、2316、718、718H、NAK80、S136 などです。一般に、P20 材料が使用され、718 はインサートに使用でき、製品の表面を作ることができます。 ある程度の平滑度に達し、金型の寿命は比較的長くなります。 金型の品質をより保証したい場合は、NAK80を選択できます。
CNCフライス加工(高速フライス加工の1つ、精度は0.1mmに達することができます)、EDMは0.1mmに達することができます、ファインカービング(そのうちの1つは傾斜カービング)、大型ボール盤 、ワイヤーカット、平面研削盤 0.02mmまで到達可能、フライス盤。
冷却システムの設計は比較的複雑な作業です。つまり、冷却効果と冷却の均一性を考慮する必要があり、金型の構造全体に対する冷却システムの影響を考慮する必要があります。 冷却システムの特定の場所とサイズが決定されます。 金型の移動やインサートの冷却などの主要部品。 サイドスライダーとサイドコアの冷却。 冷却要素の設計と冷却標準要素の選択。
こうした一連の問題を金型設計の段階で分析し始めました。 金型は循環水を金型各部に流すことで、射出成形時の冷却時間を短縮し、製品の生産効率を向上させ、生産コストを大幅に削減します。
金型のメンテナンスは金型の修理よりも重要です。 金型は修理すればするほど寿命が短くなります。 カビの状態が良好に保たれているほど、その寿命は長くなります。
金型のメンテナンスは主に4つのポイントに分けられます:
1.金型の日常のメンテナンス: エジェクター ピン、列、ガイド ポスト、ガイド スリーブ、給油、金型表面のクリーニング、排水などのさまざまな可動部品は、生産中に毎日維持されます。
2. 定期メンテナンス:日常のメンテナンスに加えて、定期メンテナンスとは、排気口の掃除、閉じ込められた空気の黒レベルの燃焼への排気の追加、損傷や摩耗した部品の修正を指します。
3. 外観維持:金型の外側を錆びないように塗装します。 金型を下げるときは、固定金型と可動金型に防錆油を塗布してください。 金型は、ほこりがキャビティに入らないようにしっかりと閉じてください。
4. 金型を長期間使用しない場合:
1). エアガンを使用して、金型の表面を乾かしてきれいにします (油や水がかからないようにします)。
2). 特殊な長寿命ワックス状防錆剤をスプレーします。
3). フィルムの層が型の周りに巻き付けられます。
4). 地面から離れた風通しの良い乾燥した場所に保管し、特別な型棚に保管してください。
小さな穴を開ける
◆ 材質:PX5(HRC30)
◆ ワークサイズ:30X30X50mm
◆ 工
具:φ0.08HSSマイクロドリル
◆ 処理条件: S=40,000min-1; F=50mm/分; 切削量 0.005mm
◆ 加工深さ:0.16mm(L/D=2)
◆ 加工穴数:675穴(三菱シンボル)
◆ 処理時間:2時間37分
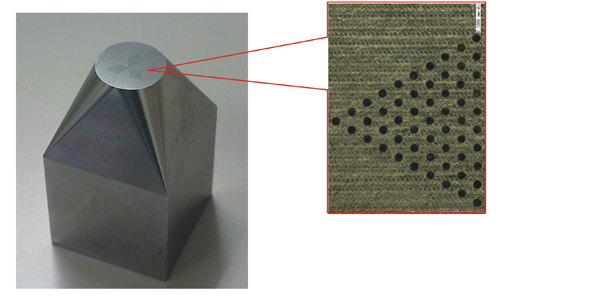
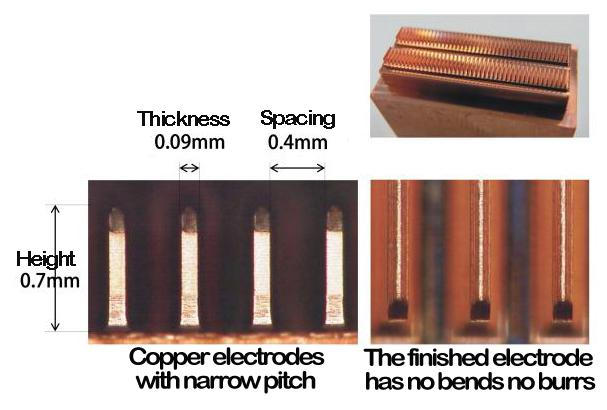
1本の工具で675個の穴加工を加工後のバリや変形なく仕上げることができます。
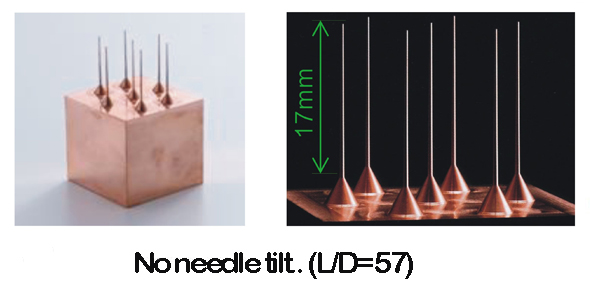
銅電極針
◆ 材質:無酸銅
◆ ワークサイズ:30X20X50MM
◆ 荒加工条件:φ6超硬フライスカッタ。 S=8,000min-1; F=3,200mm/min; 切削量 0.5mm
◆ 仕上げ条件: D3R0.3 超硬ボールカッター; S=6,400min-1
F=256min/min; 切削量 0.02mm
◆ツールパス:大まかな加工輪郭線。 微細加工巻線ライン
◆ 加工時間:荒加工21分。 微細加工5時間22分
◆ 針の形状サイズ: φ.3mmX0.5°; テーパー×長さ17mm
銅電極針
◆ 材質:無酸銅
◆ ワークサイズ:30X20X50MM
◆ 荒加工条件:φ6超硬フライスカッタ。 S=8,000min-1; F=3,200mm/min; 切削量 0.5mm
◆ 仕上げ条件: D3R0.3 超硬ボールカッター; S=6,400min-1
F=256min/min; 切削量 0.02mm
◆ツールパス:大まかな加工輪郭線。 微細加工巻線ライン
◆ 加工時間:荒加工21分。 微細加工5時間22分
◆ 針の形状サイズ: φ.3mmX0.5°; テーパー×長さ17mm
コネクタモデルの処理
◆ 材質:HAP10
◆ ワークサイズ:8X3X10mm
◆ ピッチ:0.4mm
◆ 使用工具:超硬工具 R0.05 ボールナイフ
◆ 終了条件: S=40,000min-1; F=40mm/min 加工代 0.002mm; 切削量 0.002mm
◆ 処理時間: 16 時間 20 分
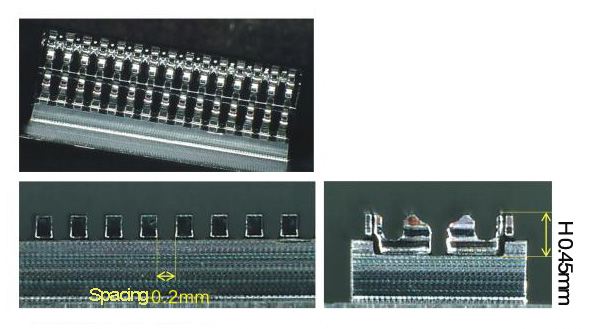
高度なコネクタ金型加工により、EDM(放電加工)に比べ加工時間を大幅に短縮。