 English
English Español
Español Deutsch
Deutsch  Italia
Italia  日本語
日本語 
Una buona progettazione della struttura dello stampo è il prerequisito per una produzione di stampi qualificata. L'ufficio tecnico della nostra azienda dispone di progettisti professionisti della struttura degli stampi e stilisti di prodotti, che hanno tutti più di 10 anni di esperienza lavorativa e possono lavorare su strutture e prodotti di stampi. La struttura viene analizzata in tutti gli aspetti (inclusi: angolo di sformatura dello stampo, microcosmo della superficie del prodotto, progettazione del sistema di gate, progettazione del sistema di scarico, progettazione del sistema di raffreddamento, ecc.) Il problema più importante e più probabile di questi stampi sarà la prova della struttura dello stampo e la prova viene eseguita durante la progettazione.
Gli acciai per stampi comunemente usati sono: 45#, 40Cr, P20, 2738, 2316, 718, 718H, NAK80, S136, ecc. Generalmente, viene utilizzato il materiale P20 e 718 può essere utilizzato per gli inserti, che possono rendere la superficie del prodotto raggiungere un certo grado di levigatezza e la durata dello stampo è relativamente lunga. Se desideri maggiori garanzie sulla qualità dello stampo, puoi scegliere NAK80.
Abbiamo un set completo di apparecchiature di elaborazione, inclusa la fresatura CNC (una delle quali è la fresatura ad alta velocità, la precisione può raggiungere 0.1 mm), l'elettroerosione può raggiungere 0.1 mm, intaglio fine (uno dei quali è intaglio inclinato), grande trapano , taglio a filo, smerigliatrice di superficie può raggiungere 0.02mm e fresatrice.
La progettazione del sistema di raffreddamento è un compito relativamente complicato, cioè, l'effetto di raffreddamento e l'uniformità del raffreddamento devono essere considerati e deve essere considerata l'influenza del sistema di raffreddamento sulla struttura complessiva dello stampo. Vengono determinate la posizione e le dimensioni specifiche del sistema di raffreddamento; Parti chiave come lo spostamento degli stampi o il raffreddamento degli inserti; Raffreddamento dei cursori laterali e delle anime laterali; Progettazione degli elementi di raffreddamento e selezione degli elementi standard di raffreddamento.
Abbiamo iniziato ad analizzare questa serie di problemi durante la progettazione dello stampo. Lo stampo utilizza l'acqua circolante per fluire in ogni parte dello stampo per ridurre il tempo di raffreddamento durante lo stampaggio a iniezione, migliorare l'efficienza della produzione del prodotto e ridurre notevolmente i costi di produzione.
La manutenzione dello stampo è più importante della riparazione dello stampo. Più lo stampo viene riparato, più breve è la sua durata. Migliore è la conservazione della muffa, maggiore sarà la sua durata.
La manutenzione degli stampi si divide principalmente in quattro punti:
1. Manutenzione quotidiana dello stampo: varie parti in movimento come perni di espulsione, file, montanti di guida, manicotti di guida, rifornimento, pulizia della superficie dello stampo e drenaggio dell'acqua, che vengono mantenuti ogni giorno durante la produzione.
2. Manutenzione regolare: oltre alla manutenzione quotidiana, la manutenzione regolare si riferisce alla pulizia della fessura di scarico, aggiungendo scarico al livello di nero che brucia l'aria intrappolata e correggendo le parti danneggiate e usurate.
3. Manutenzione dell'aspetto: dipingere l'esterno dello stampo per evitare la ruggine. Quando si abbassa lo stampo, lo stampo fisso e lo stampo mobile devono essere rivestiti con olio antiruggine. Lo stampo deve essere chiuso ermeticamente per evitare che la polvere entri nella cavità.
4. Quando lo stampo non viene utilizzato per molto tempo:
1). Utilizzare una pistola ad aria per asciugare e pulire la superficie dello stampo (per assicurarsi che non ci siano olio e acqua).
2). Spruzzare uno speciale inibitore della ruggine ceroso a lungo termine.
3). Uno strato di pellicola viene avvolto attorno allo stampo.
4). Conservare in un luogo ventilato e asciutto, lontano da terra, e conservare su uno speciale ripiano per stampi.
Aprire un piccolo foro
◆ Materiale: PX5 (HRC30)
◆ Dimensioni del pezzo: 30X30X50mm
◆ Utensile: micro trapano φ0.08HSS
◆ Condizioni di lavorazione: S=40,000min-1; F=50mm/min; Quantità di taglio 0.005mm
◆ Profondità di lavorazione: 0.16mm (L/D=2)
◆ Numero di fori di lavorazione: 675 fori (Mitsubishi symbol)
◆ Tempo di elaborazione: 2 ore e 37 minuti
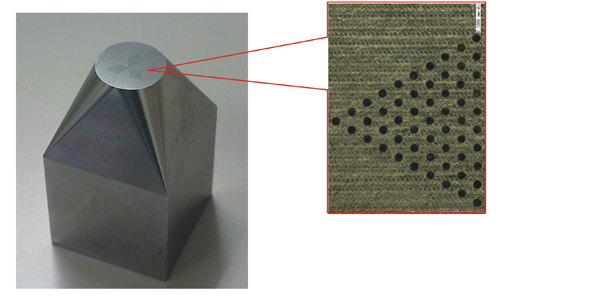
Con un solo utensile è possibile completare la lavorazione di 675 fori senza sbavature e deformazioni dopo la lavorazione.
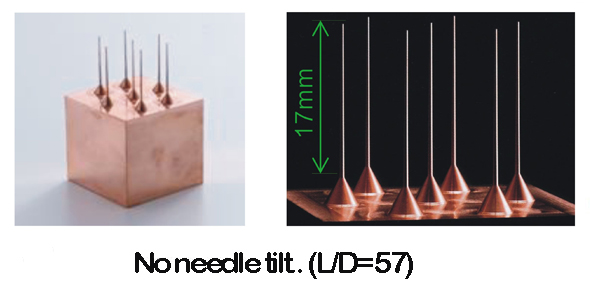
Ago dell'elettrodo di rame
◆ Materiale: Rame privo di acidi
◆ Dimensioni del pezzo: 30X20X50MM
◆ Condizioni di lavorazione grezze: φ6 fresa super dura; S=8,000min-1; F=3,200mm/min; Quantità di taglio 0.5mm
◆ Condizione di finitura D3R0.3 taglierina a sfera super dura; S=6,400min-1
F=256min/min; Quantità di taglio 0.02mm
◆ Percorso utensile: linea di contorno di sgrossatura; linea di avvolgimento per lavorazione fine fine
◆ Tempo di elaborazione: 21 minuti per la sgrossatura; 5 ore e 22 minuti per la lavorazione fine
◆ Dimensioni della forma dell'ago: φ.3mmX0.5°; cono X lunghezza 17mm
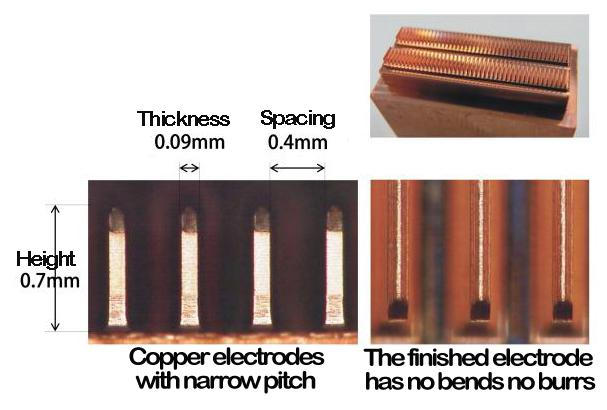
Lavorazione con elettrodi in rame per connettori stretti
◆ Materiale: Pece di rame
◆ Dimensioni del pezzo: 20X10X10mm
◆ Spaziatura delle forme: 0.4mm
◆ Utilizzo dello strumento: utensile super duro φ0,2 R0,05 coltello a sfera
◆ Condizione di finitura S=40,000min-1; F=200mm/min; Tolleranza: 0.006mm; Quantità di taglio: 0.008mm
◆ Tempo di elaborazione: 8 ore e 20 minuti
Elaborazione dello stampo del connettore
◆ Materiale: HAP10
◆ Dimensioni del pezzo: 8X3X10 mm
◆ Pitch: 0.4mm
◆ Utilizzo dello strumento: coltello a sfera R0.05 utensile super duro
◆ Condizione di finitura S=40,000min-1; F=40mm/min Indennità di lavorazione 0.002mm; Quantità di taglio 0.002mm
◆ Tempo di elaborazione: 16 ore e 20 minuti
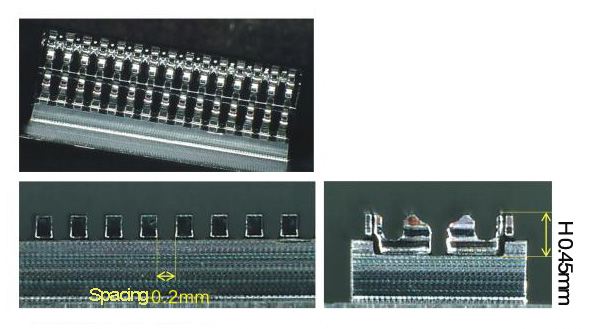
L'elaborazione avanzata dello stampo del connettore riduce notevolmente il tempo di elaborazione rispetto all'elettroerosione (lavorazione a scarica elettrica).